-
Home
Home
Learn More -
Product Portfolio
Product Portfolio
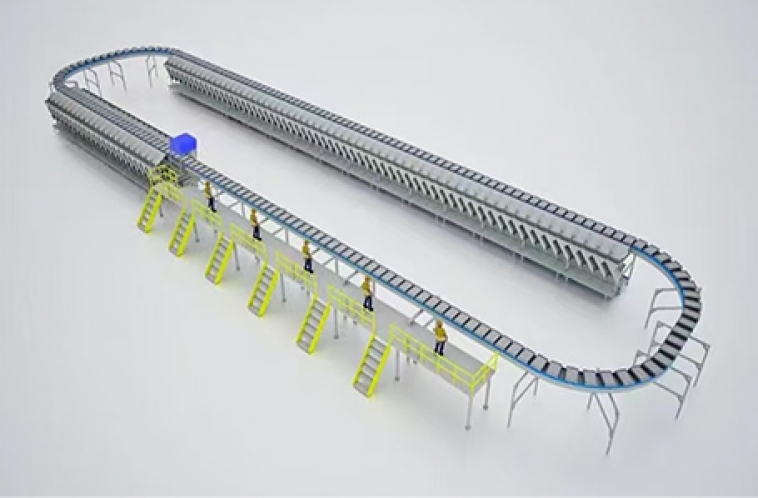
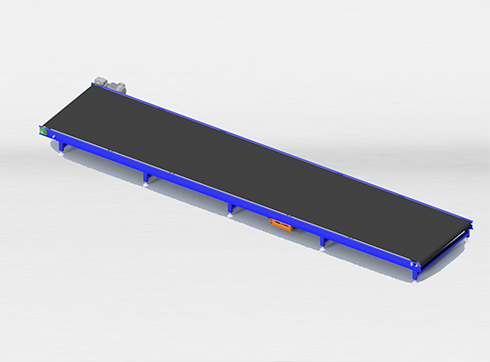
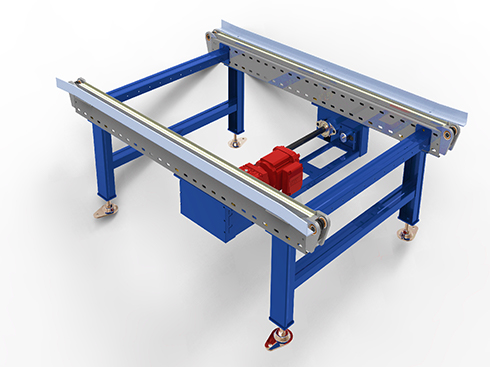
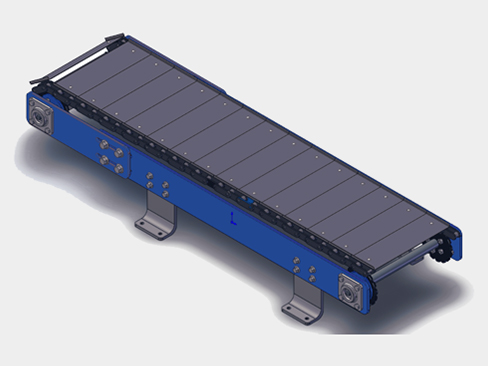
Learn MoreDesigned to accommodate diverse buffering and storage needs, our solutions feature professional planning and selection to ensure seamless alignment with your business requirements. By combining modular design with customization, we help users achieve shorter project lead times and greater flexibility for future expansion and upgrades.
-
Industry Solutions
Industry Solutions
Learn MoreJIMI Intelligent leverages advanced technologies—including artificial intelligence, IoT, big data, and cloud computing—to optimize every stage of the logistics process. Our solutions enable real-time monitoring and route optimization, reduce costs, minimize manual intervention, accelerate workflows, and integrate all links of the supply chain for seamless information sharing and collaborative operations.
-
Customer Cases
Customer Cases
Learn MoreBy introducing automated equipment and information technologies, we have achieved automation, intelligence, and high efficiency in parcel processing workflows—significantly increasing processing speed and accuracy, reducing operational costs, and enhancing service quality.
-
About Us
About Us
Learn MoreJIMI Intelligent specializes in the discrete manufacturing industry, focusing on the R&D and application of intelligent warehousing, smart logistics, and smart factory solutions. In response to the many challenges faced by domestic and international enterprises, JIMI continually invests in research and development, from hardware to software system integration, to maintain its competitiveness.
-
Contact Us
Contact Us
Learn MoreJIMI Intelligent Group requires your contact information so that we can get in touch with you.